¿Cómo evitar el alabeo y la deformación de piezas grandes y de paredes finas durante el mecanizado CNC?
Las piezas de gran tamaño y paredes finas son fáciles de alabear y deformar durante el mecanizado. En este artículo, presentaremos un caso de disipador de calor de piezas grandes y de paredes finas para analizar los problemas en el proceso de mecanizado normal. Además, también ofrecemos una solución optimizada de proceso y utillaje. ¡Manos a la obra!
Se trata de una carcasa de material AL6061-T6. Aquí están sus dimensiones exactas.
Dimensión total: 455*261.5*12.5mm
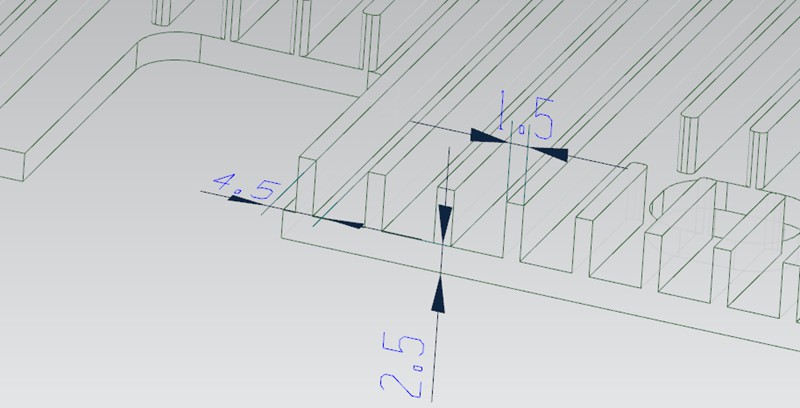
Espesor de la pared del soporte: 2,5 mm
Espesor del disipador de calor: 1,5 mm
Espacio entre disipadores: 4.5mm
Para resolver los problemas anteriores, proponemos las siguientes soluciones optimizadas de proceso y fijación.
Pre-mecanizado Tornillo Agujeros pasantes
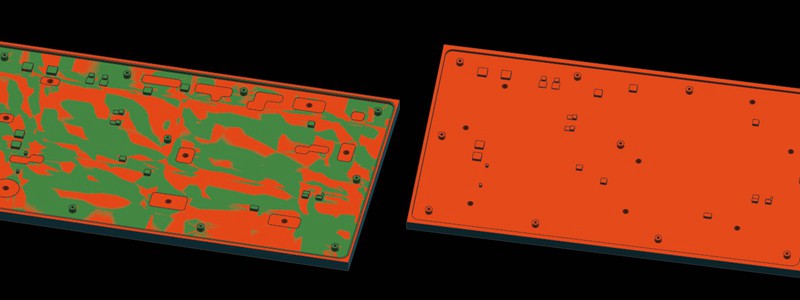
En primer lugar, hemos mejorado la ruta del proceso. Con la nueva solución, procesamos primero el reverso (cara interior) y mecanizamos previamente el orificio pasante del tornillo en algunas zonas que finalmente se ahuecarán. El propósito de esto es proporcionar un mejor método de fijación y posicionamiento en los pasos de mecanizado posteriores.
Encierre en un círculo la zona a mecanizar
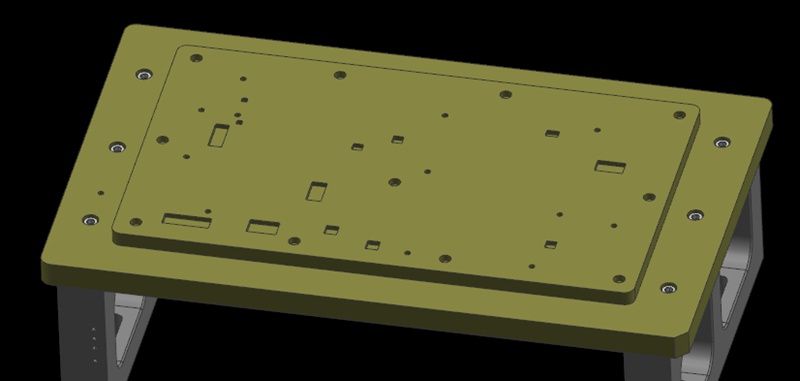
A continuación, utilizamos los planos mecanizados del reverso (cara interior) como referencia de mecanizado. Al mismo tiempo, aseguramos la pieza de trabajo pasando el tornillo a través del sobreagujero del proceso anterior y bloqueándolo en la placa de fijación. A continuación, marcamos con un círculo la zona donde está bloqueado el tornillo como zona a mecanizar.
Mecanizado secuencial con plato
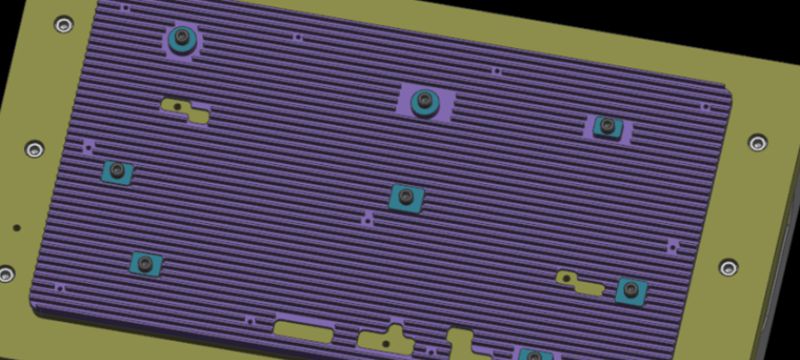
Durante el proceso de mecanizado, primero procesamos las zonas distintas de la zona que se va a mecanizar. Una vez mecanizadas estas zonas, colocamos la pletina sobre la zona mecanizada (es necesario cubrir la pletina con cola para evitar el aplastamiento de la superficie mecanizada). A continuación, retiramos los tornillos utilizados en el paso 2 y seguimos mecanizando las zonas a mecanizar hasta terminar todo el producto.
Con este proceso optimizado y la solución de fijación, podemos sujetar mejor la pieza de carcasa CNC de pared fina y evitar problemas como el alabeo, la distorsión y el sobrecorte. Los tornillos montados permiten sujetar firmemente la placa de fijación a la pieza de trabajo, proporcionando un posicionamiento y soporte fiables. Además, el uso de una placa de presión para ejercer presión sobre la zona mecanizada ayuda a mantener estable la pieza.
Recomendaciones
Diseño de mecanizado CNC para fabricación: Guía técnica para expertos
Un diseño CNC eficiente es clave para equilibrar funcionalidad, coste y eficiencia de producción. Siguiendo estas directrices, puede evitar los problemas de diseño más comunes, mejorar la capacidad de fabricación y agilizar el proceso de producción. Desde minimizar las paredes finas y las cavidades profundas hasta establecer tolerancias razonables, cada recomendación de esta solución ayuda a simplificar el mecanizado al tiempo que garantiza la calidad. La profundidad de las cavidades y ranuras suele estar limitada por el diámetro de la herramienta de corte...

Torneado Escalonado vs. Torneado Cónico: ¿En qué se diferencian?
Turning is a fundamental machining operation that has supported the manufacturing industry for centuries. It continues to evolve and is a core manufacturing technique to this day. This article will discuss two types of turning operations: step turning vs taper turning. We will explore the step process and taper turning process and explain their differences.Turning is essentially a cutting operation where a sharp cutting tool shapes a rotating workpiece by removing material from its surfa...

Press Fit Tolerance: Defination, Practices, and Calculation
La industria manufacturera está muy centrada en la precisión, donde hasta el más mínimo margen puede crear enormes diferencias en la calidad, el coste y la utilidad del producto. Este artículo aborda el tema del ajuste a presión, en el que unos pocos micrómetros de desviación dictan el criterio para el fallo de una pieza. Así pues, qué es el ajuste a presión y los factores que influyen en el tolerado del ajuste a presión, y presentamos un ejemplo de calculadora de ajuste a presión. También compartiremos algunos consejos clave a tener en cuenta al diseñar componentes para p...

Tolerancia de ajuste a presión: Definición, prácticas y cálculo
La industria manufacturera está muy centrada en la precisión, donde hasta el más mínimo margen puede crear enormes diferencias en la calidad, el coste y la utilidad del producto. Este artículo aborda el tema del ajuste a presión, en el que unos pocos micrómetros de desviación dictan el criterio para el fallo de una pieza. Así pues, qué es el ajuste a presión y los factores que influyen en el tolerado del ajuste a presión, y presentamos un ejemplo de calculadora de ajuste a presión. También compartiremos algunos consejos clave a tener en cuenta al diseñar componentes para p...

