CNC 가공 중 크고 얇은 쉘 부품의 뒤틀림과 변형을 방지하는 방법은 무엇입니까?
Large, thin-walled shell parts are easy to warp and deform during machining. In this article, we will introduce a heat sink case of large and thin-walled parts to discuss the problems in the regular machining process. In addition, we also provide an optimized process and fixture solution. Let’s get to it!
The case is about a shell part made of AL6061-T6 material. Here are its exact dimensions.
Overall Dimension: 455*261.5*12.5mm
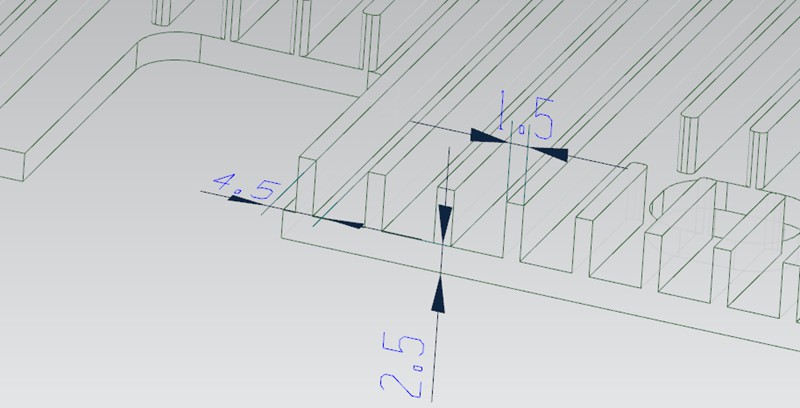
Support Wall Thickness: 2.5mm
Heat Sink Thickness: 1.5mm
Heat Sink Spacing: 4.5mm
In order to solve the above problems, we propose the following optimized process and fixture solutions.
Pre-machining Screw Through-holes
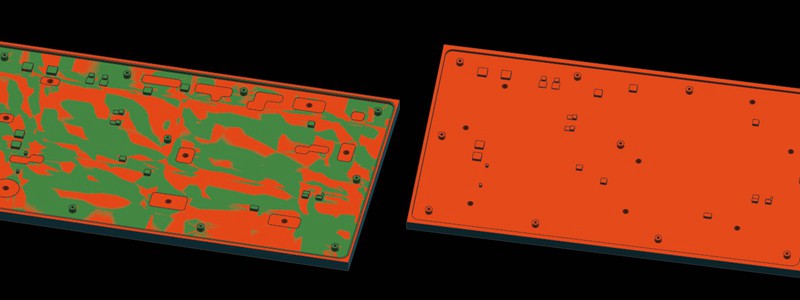
Firstly, we improved the process route. With the new solution, we process the reverse side (inner side) first and pre-machine the screw through-hole in some areas that will eventually be hollowed out. The purpose of this is to provide a better fixing and positioning method in the subsequent machining steps.
Circle the Area to be Machined
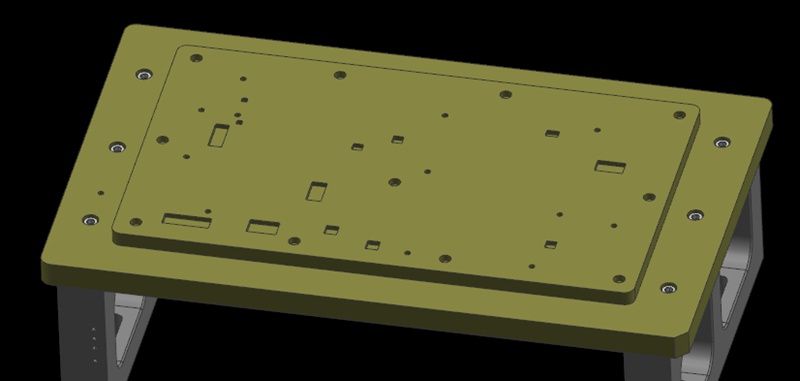
Next, we use the machined planes on the reverse side (inner side) as a machining reference. At the same time, we secure the workpiece by passing the screw through the over-hole from the previous process and locking it to the fixture plate. Then circle the area where the screw is locked as the area to be machined.
Sequential Machining with Platen
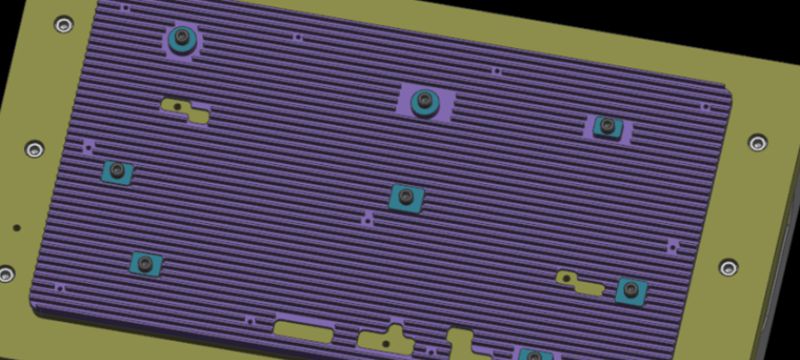
During the machining process, we first process the areas other than the area to be machined. Once these areas have been machined, we place the platen on the machined area (the platen needs to be covered with glue to prevent crushing of the machined surface). We then remove the screws used in step 2 and continue machining the areas to be machined until the entire product is finished.
With this optimized process and fixture solution, we can hold the thin-walled CNC shell part better and avoid problems such as warping, distortion, and overcutting. The mounted screws allow the fixture plate to be tightly attached to the workpiece, providing reliable positioning and support. In addition, the use of a press plate to apply pressure on the machined area helps to keep the workpiece stable.
권장 사항
Press Fit Tolerance: Defination, Practices, And Calculation
The manufacturing industry is highly precision-centric, where even the slightest of margins can create huge differences in product quality, cost, and utility. This article discusses the topic of press fitting, where a few micrometers of deviation dictates the criterion for part failure. So, what is press fit and, the factors influencing press fit tolerancing, and present an example of a press fit calculator. We will also share some key tips to keep in mind while designing components for p...

How To Create A Prototype With Steps: An Expert Guide
A prototype is an early version or physical model of a product idea that manufacturers can test and refine before investing in mass production. It acts as a product template and provides a practical approach to understanding a product’s appearance and function before production. When developing a product, product teams create a product prototype to test the product’s usability, design, and performance, gather user feedback, identify potential issues in the early stages, and identify possib...

Press Fit Tolerance: Defination, Practices, And Calculation
The manufacturing industry is highly precision-centric, where even the slightest of margins can create huge differences in product quality, cost, and utility. This article discusses the topic of press fitting, where a few micrometers of deviation dictates the criterion for part failure. So, what is press fit and, the factors influencing press fit tolerancing, and present an example of a press fit calculator. We will also share some key tips to keep in mind while designing components for p...

금속 가공 시 공구 마크의 원인과 해결 방법
정밀 금속 부품은 다양한 정밀 가공 기술을 사용하여 제조되는 경우가 많으며, CNC 가공이 일반적인 방법입니다. 일반적으로 정밀 부품은 일반적으로 치수와 외관 모두에 대해 높은 기준을 요구합니다. 따라서 알루미늄 및 구리와 같은 금속을 CNC 가공할 때 완제품 표면에 공구 자국과 선이 발생하는 것이 우려됩니다. 이 문서에서는 금속 제품 가공 중 공구 자국과 선이 발생하는 이유에 대해 설명합니다....

