Hoe vervorming en kromtrekken in grote en dunwandige onderdelen te voorkomen tijdens CNC-bewerking?
Large, thin-walled shell parts are easy to warp and deform during machining. In this article, we will introduce a heat sink case of large and thin-walled parts to discuss the problems in the regular machining process. In addition, we also provide an optimized process and fixture solution. Let’s get to it!
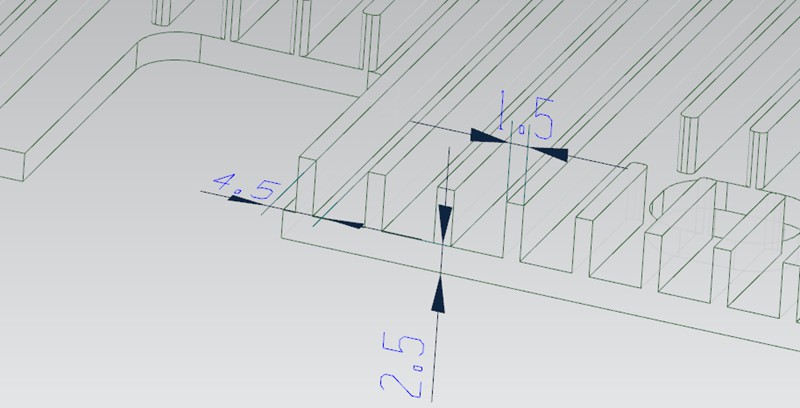
The case is about a shell part made of AL6061-T6 material. Here are its exact dimensions.
Overall Dimension: 455*261.5*12.5mm
Support Wall Thickness: 2.5mm
Heat Sink Thickness: 1.5mm
Heat Sink Spacing: 4.5mm
In order to solve the above problems, we propose the following optimized process and fixture solutions.
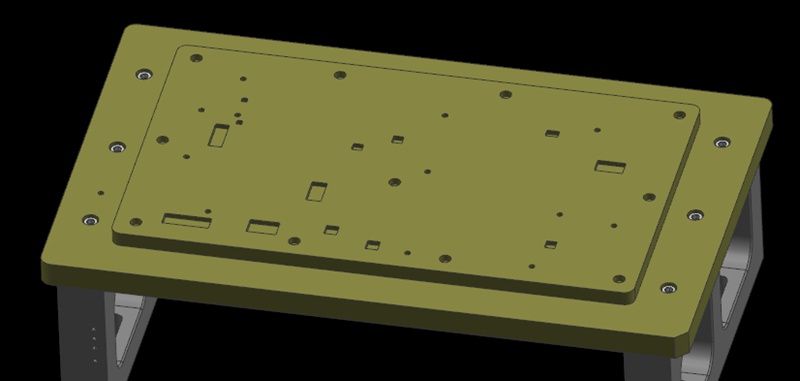
Pre-machining Screw Through-holes
Firstly, we improved the process route. With the new solution, we process the reverse side (inner side) first and pre-machine the screw through-hole in some areas that will eventually be hollowed out. The purpose of this is to provide a better fixing and positioning method in the subsequent machining steps.
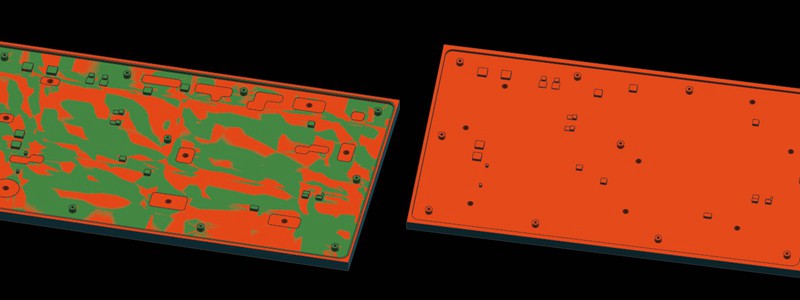
Circle the Area to be Machined
Next, we use the machined planes on the reverse side (inner side) as a machining reference. At the same time, we secure the workpiece by passing the screw through the over-hole from the previous process and locking it to the fixture plate. Then circle the area where the screw is locked as the area to be machined.
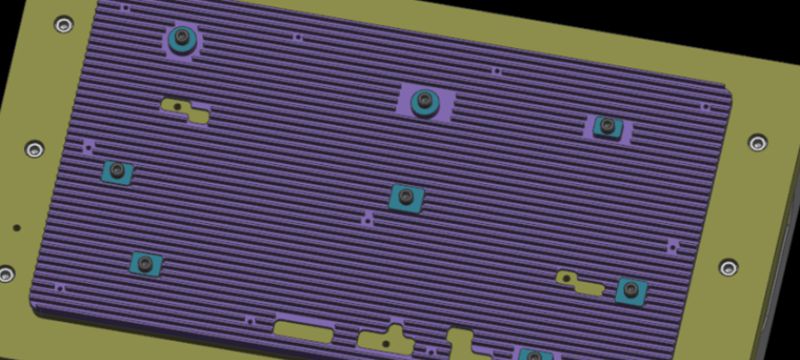
Sequential Machining with Platen
During the machining process, we first process the areas other than the area to be machined. Once these areas have been machined, we place the platen on the machined area (the platen needs to be covered with glue to prevent crushing of the machined surface). We then remove the screws used in step 2 and continue machining the areas to be machined until the entire product is finished.
With this optimized process and fixture solution, we can hold the thin-walled CNC shell part better and avoid problems such as warping, distortion, and overcutting. The mounted screws allow the fixture plate to be tightly attached to the workpiece, providing reliable positioning and support. In addition, the use of a press plate to apply pressure on the machined area helps to keep the workpiece stable.
Aanbevelingen
Types Of Milling Explained: Know All Milling Operations
Milling is inarguably the backbone of the manufacturing industry, playing a direct role in high-quality production in industries including aerospace, automotive, medical, and defense. Milling operations are highly versatile and capable of handling complex geometries with precision and speed. In this article, we will discuss the fundamentals of CNC milling and explain various milling operations, helping to choose the right milling type for your applications.Milling is a machining process t...

Press Fit Tolerance: Defination, Practices, And Calculation
The manufacturing industry is highly precision-centric, where even the slightest of margins can create huge differences in product quality, cost, and utility. This article discusses the topic of press fitting, where a few micrometers of deviation dictates the criterion for part failure. So, what is press fit and, the factors influencing press fit tolerancing, and present an example of a press fit calculator. We will also share some key tips to keep in mind while designing components for p...

CNC Bewerkingsontwerp voor Productie: Technische gids voor experts
Efficient CNC design is key to balancing functionality, cost, and production efficiency. By following these guidelines, you can avoid common design challenges, improve manufacturability, and streamline the production process. From minimizing thin walls and deep cavities to setting reasonable tolerances, each recommendation in this solution helps simplify machining while ensuring quality. Let’s get to it!The depth of cavities and grooves is typically limited by the cutting tool diameter us...

Machining Allowance Explained: Its Calculation And Matters
Machining allowance is a fundamental concept in manufacturing. It is a common engineering practice in CNC precision machining, ensuring dimensional accuracy, surface quality, and the production of reliable and functional components for a range of industries, including aerospace, defense, and medical. This article attempts to answer the question: what is machining allowance? We will take a deep dive into the concept of machining allowance and discuss why machinists leave machining allowanc...

