如何防止大型薄壁殼體零件在 CNC 加工過程中發生翹曲和變形?
大型薄壁殼體零件在加工過程中容易產生翹曲與變形。在本文中,我們將介紹一個大型薄壁零件的散熱片案例,討論在一般加工製程中的問題。此外,我們也會提供一個最佳化的製程與夾治具解決方案。讓我們進入正題!
機殼是由 AL6061-T6 材料製成的外殼零件。以下是其確切尺寸。
整體尺寸:455*261.5*12.5 公釐
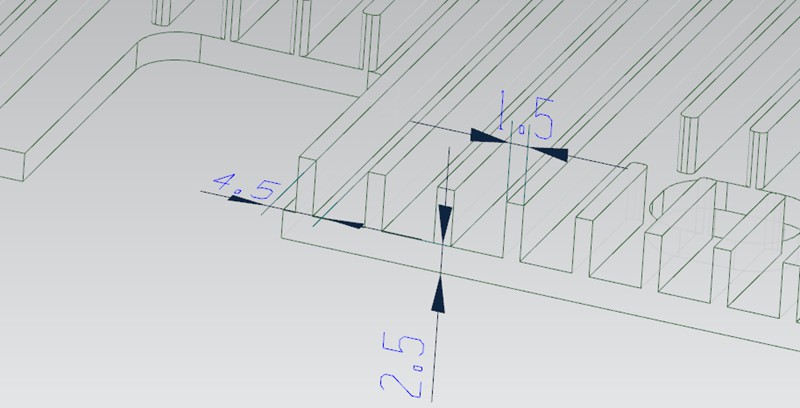
支撐壁厚:2.5mm
散熱片厚度:1.5 公釐
散熱片間距:4.5 公釐
為了解決上述問題,我們提出以下最佳化製程與夾具解決方案。
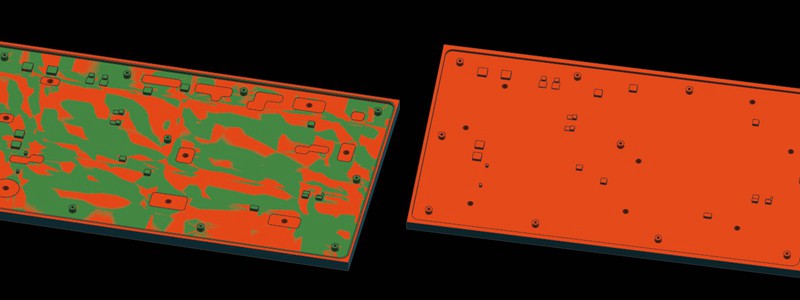
預加工螺絲通孔
首先,我們改進了加工路徑。在新的解決方案中,我們先加工反面(內側),並在一些最終要鏤空的區域預先加工螺絲通孔。這樣做的目的是為後續加工步驟提供更好的固定和定位方法。
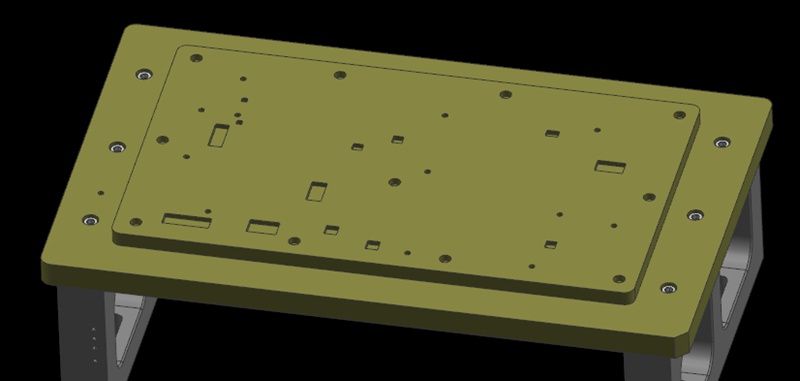
圈出要加工的區域
接下來,我們以反面(內側)的加工平面作為加工參考。同時,我們將螺桿穿過前一道工序的過孔,鎖定在夾具板上,以固定工件。然後將螺絲鎖定的區域圈出作為要加工的區域。
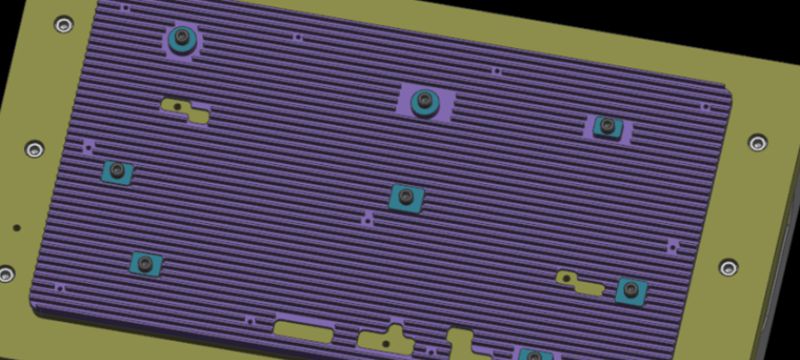
使用壓板的順序加工
在加工過程中,我們首先加工要加工區域以外的區域。當這些區域加工完成後,我們會將壓板放置在已加工的區域上(壓板需要用膠水覆蓋,以防止壓碎已加工的表面)。然後,我們移除步驟 2 中使用的螺絲,繼續加工要加工的區域,直到整個產品完成為止。
透過此最佳化的製程與夾具解決方案,我們可以更好地固定薄壁 CNC 殼體零件,並避免翹曲、變形與過切等問題。安裝的螺絲可讓夾具板緊緊固定在工件上,提供可靠的定位與支撐。此外,使用壓板對加工區施加壓力,有助於保持工件的穩定。
建議
如何避免加工過程中的機器碰撞?
Machine collision has always been an inevitable challenge in prototype and part machining. Operator errors, such as failing to perform tool settings, can lead to crashes. It will result in broken tools, scrapped workpieces, and reordering and reprocessing materials. In addition, without the automatic tool setter, manual tool setting when entering Z-value data error can also cause machine collision. In this article, we will share our summarized experiences to help you avoid this issue. Bef...

加工允許額解說:其計算方式及注意事項
加工余量是製造業的基本概念。它是 CNC 精密加工中常見的工程實務,可確保尺寸精度、表面品質,並生產可靠的功能性零件,適用於航空、國防和醫療等各種產業。本文嘗試回答這個問題:什麼是加工余量?我們將深入探討加工余量的概念,並討論為什麼機械師會留下加工余量?

All You Need To Know Engineering Drawing And Its Elements
Drawing or painting a picture is a great technique to convey one’s thoughts. Within the broad concept of industrial design, engineering drawing or technical drawing is an essential skill for designers working with the production of real objects. Therefore, engineering drawing is arguably one of the fundamentals of engineering design that serves several critical purposes. It is a standard technical drawing carrying essential design information, a mode of communication between different eng...

操作 4 軸 CNC 機床時,如何確定旋轉軸的旋轉中心?
現今,四軸旋轉工作台已是加工車間常見的設備。為了在一個座標完成多個面的加工,編程座標必須與旋轉工作台的座標同步。在這篇文章中,我們將與大家分享一個確定四軸旋轉工作台旋轉中心的方法。在這裡,我們展示了一個繞著工具機 X 軸旋轉的四軸旋轉工作台,其中旋轉軸被稱為 A 軸。總而言之,...

