如何防止大型薄壁殼體零件在 CNC 加工過程中發生翹曲和變形?
大型薄壁殼體零件在加工過程中容易產生翹曲與變形。在本文中,我們將介紹一個大型薄壁零件的散熱片案例,討論在一般加工製程中的問題。此外,我們也會提供一個最佳化的製程與夾治具解決方案。讓我們進入正題!
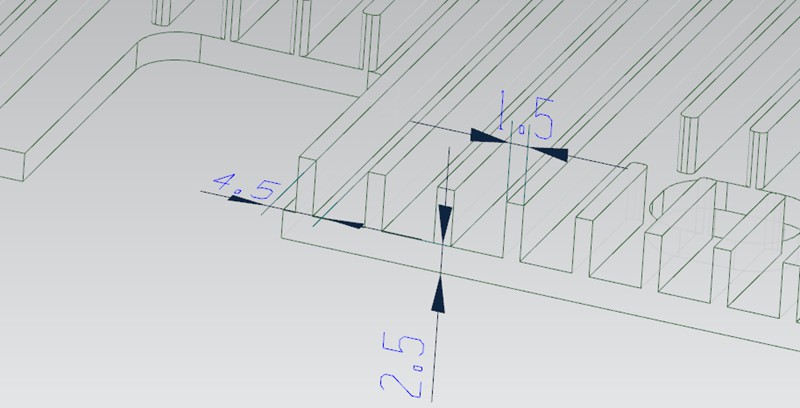
機殼是由 AL6061-T6 材料製成的外殼零件。以下是其確切尺寸。
整體尺寸:455*261.5*12.5 公釐
支撐壁厚:2.5mm
散熱片厚度:1.5 公釐
散熱片間距:4.5 公釐
為了解決上述問題,我們提出以下最佳化製程與夾具解決方案。
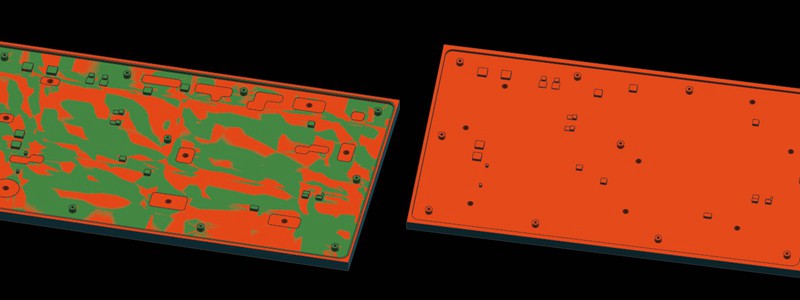
預加工螺絲通孔
首先,我們改進了加工路徑。在新的解決方案中,我們先加工反面(內側),並在一些最終要鏤空的區域預先加工螺絲通孔。這樣做的目的是為後續加工步驟提供更好的固定和定位方法。
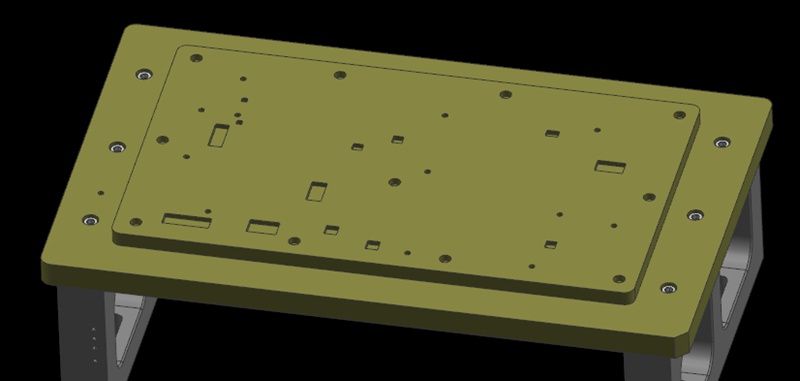
圈出要加工的區域
接下來,我們以反面(內側)的加工平面作為加工參考。同時,我們將螺桿穿過前一道工序的過孔,鎖定在夾具板上,以固定工件。然後將螺絲鎖定的區域圈出作為要加工的區域。
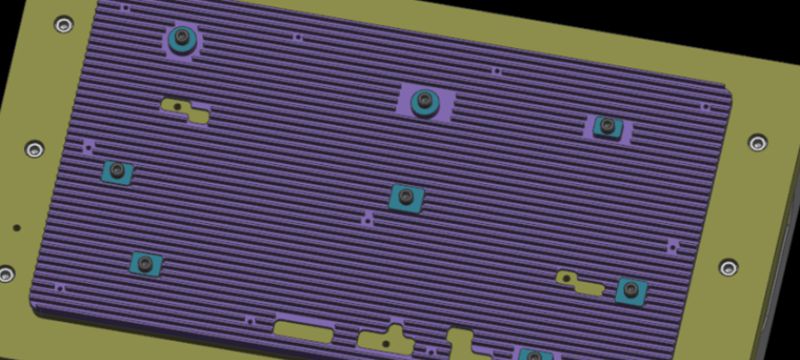
使用壓板的順序加工
在加工過程中,我們首先加工要加工區域以外的區域。當這些區域加工完成後,我們會將壓板放置在已加工的區域上(壓板需要用膠水覆蓋,以防止壓碎已加工的表面)。然後,我們移除步驟 2 中使用的螺絲,繼續加工要加工的區域,直到整個產品完成為止。
透過此最佳化的製程與夾具解決方案,我們可以更好地固定薄壁 CNC 殼體零件,並避免翹曲、變形與過切等問題。安裝的螺絲可讓夾具板緊緊固定在工件上,提供可靠的定位與支撐。此外,使用壓板對加工區施加壓力,有助於保持工件的穩定。
建議
What Is SFM? A Complete Guide To Surface Feet Per Minute In Machining
SFM, meaning Surface Feet per Minute in CNC machining, measures how fast a cutting tool moves across a workpiece. It is expressed in feet per minute. SFM combines the tool or workpiece diameter with the spindle speed (RPM). A larger diameter or higher RPM results in a higher SFM. Machinists use surface feet per minute to determine the best cutting speed for a material. Different materials have recommended SFM values for optimal performance. For example, 303 annealed stainless steel has an...

Press Fit Tolerance: Defination, Practices, and Calculation
The manufacturing industry is highly precision-centric, where even the slightest of margins can create huge differences in product quality, cost, and utility. This article discusses the topic of press fitting, where a few micrometers of deviation dictates the criterion for part failure. So, what is press fit and, the factors influencing press fit tolerancing, and present an example of a press fit calculator. We will also share some key tips to keep in mind while designing components for p...

如何透過設計製程路徑和夾具來加工多面體鋁合金零件?
在加工製造領域中,選擇適當的加工策略對於提高生產效率非常重要。一般而言,多面體加工零件具有複雜的幾何形狀和嚴格的公差要求。因此,如何選擇合適的加工路徑加工這類零件,需要綜合考慮。在這篇文章中,Washxing 分析了多面體鋁合金零件的不同加工路徑,並比較了 3+2 軸 CNC 加工與 3+2 軸 CNC 加工的優劣。

How To Create A Prototype With Steps: An Expert Guide
A prototype is an early version or physical model of a product idea that manufacturers can test and refine before investing in mass production. It acts as a product template and provides a practical approach to understanding a product’s appearance and function before production. When developing a product, product teams create a product prototype to test the product’s usability, design, and performance, gather user feedback, identify potential issues in the early stages, and identify possib...

