¿Cómo evitar el alabeo y la deformación de piezas grandes y de paredes finas durante el mecanizado CNC?
Las piezas de gran tamaño y paredes finas son fáciles de alabear y deformar durante el mecanizado. En este artículo, presentaremos un caso de disipador de calor de piezas grandes y de paredes finas para analizar los problemas en el proceso de mecanizado normal. Además, también ofrecemos una solución optimizada de proceso y utillaje. ¡Manos a la obra!
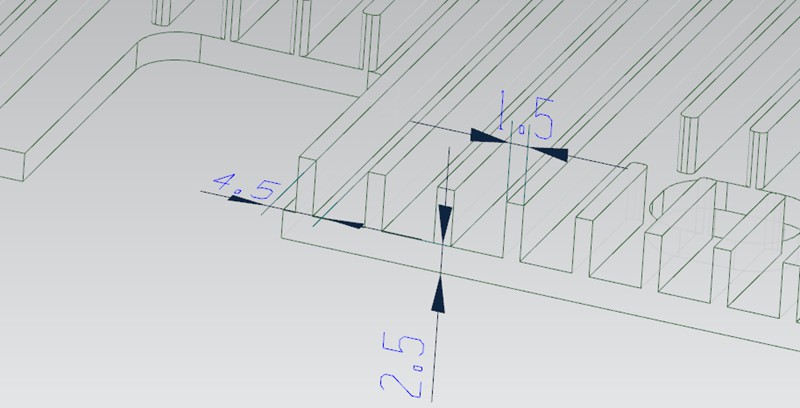
Se trata de una carcasa de material AL6061-T6. Aquí están sus dimensiones exactas.
Dimensión total: 455*261.5*12.5mm
Espesor de la pared del soporte: 2,5 mm
Espesor del disipador de calor: 1,5 mm
Espacio entre disipadores: 4.5mm
Para resolver los problemas anteriores, proponemos las siguientes soluciones optimizadas de proceso y fijación.
Pre-mecanizado Tornillo Agujeros pasantes
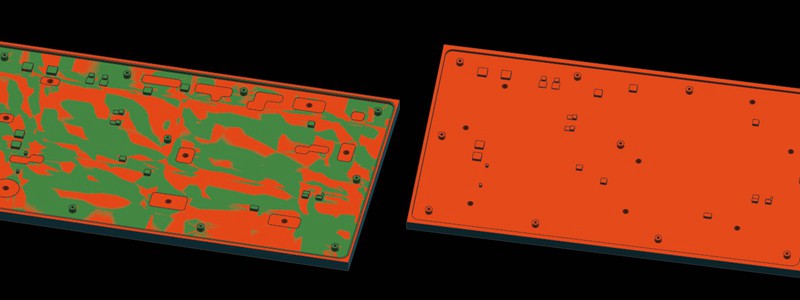
En primer lugar, hemos mejorado la ruta del proceso. Con la nueva solución, procesamos primero el reverso (cara interior) y mecanizamos previamente el orificio pasante del tornillo en algunas zonas que finalmente se ahuecarán. El propósito de esto es proporcionar un mejor método de fijación y posicionamiento en los pasos de mecanizado posteriores.
Encierre en un círculo la zona a mecanizar
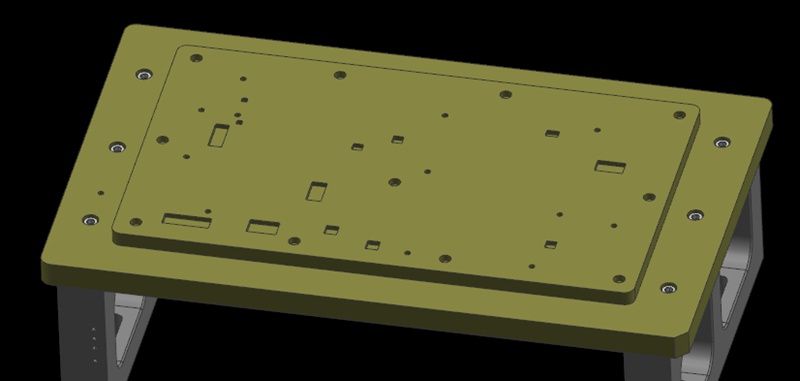
A continuación, utilizamos los planos mecanizados del reverso (cara interior) como referencia de mecanizado. Al mismo tiempo, aseguramos la pieza de trabajo pasando el tornillo a través del sobreagujero del proceso anterior y bloqueándolo en la placa de fijación. A continuación, marcamos con un círculo la zona donde está bloqueado el tornillo como zona a mecanizar.
Mecanizado secuencial con plato
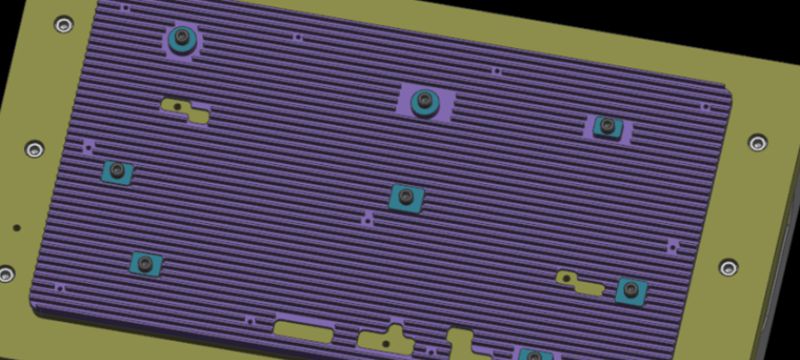
Durante el proceso de mecanizado, primero procesamos las zonas distintas de la zona que se va a mecanizar. Una vez mecanizadas estas zonas, colocamos la pletina sobre la zona mecanizada (es necesario cubrir la pletina con cola para evitar el aplastamiento de la superficie mecanizada). A continuación, retiramos los tornillos utilizados en el paso 2 y seguimos mecanizando las zonas a mecanizar hasta terminar todo el producto.
Con este proceso optimizado y la solución de fijación, podemos sujetar mejor la pieza de carcasa CNC de pared fina y evitar problemas como el alabeo, la distorsión y el sobrecorte. Los tornillos montados permiten sujetar firmemente la placa de fijación a la pieza de trabajo, proporcionando un posicionamiento y soporte fiables. Además, el uso de una placa de presión para ejercer presión sobre la zona mecanizada ayuda a mantener estable la pieza.
Recomendaciones
Torneado Escalonado vs. Torneado Cónico: ¿En qué se diferencian?
Turning is a fundamental machining operation that has supported the manufacturing industry for centuries. It continues to evolve and is a core manufacturing technique to this day. This article will discuss two types of turning operations: step turning vs taper turning. We will explore the step process and taper turning process and explain their differences.Turning is essentially a cutting operation where a sharp cutting tool shapes a rotating workpiece by removing material from its surfa...

Types Of Milling Explained: Know All Milling Operations
Milling is inarguably the backbone of the manufacturing industry, playing a direct role in high-quality production in industries including aerospace, automotive, medical, and defense. Milling operations are highly versatile and capable of handling complex geometries with precision and speed. In this article, we will discuss the fundamentals of CNC milling and explain various milling operations, helping to choose the right milling type for your applications.Milling is a machining process t...

Tolerancia de ajuste a presión: Definición, prácticas y cálculo
La industria manufacturera está muy centrada en la precisión, donde hasta el más mínimo margen puede crear enormes diferencias en la calidad, el coste y la utilidad del producto. Este artículo aborda el tema del ajuste a presión, en el que unos pocos micrómetros de desviación dictan el criterio para el fallo de una pieza. Así pues, qué es el ajuste a presión y los factores que influyen en el tolerado del ajuste a presión, y presentamos un ejemplo de calculadora de ajuste a presión. También compartiremos algunos consejos clave a tener en cuenta al diseñar componentes para p...

Machining Allowance Explained: Its Calculation And Matters
Machining allowance is a fundamental concept in manufacturing. It is a common engineering practice in CNC precision machining, ensuring dimensional accuracy, surface quality, and the production of reliable and functional components for a range of industries, including aerospace, defense, and medical. This article attempts to answer the question: what is machining allowance? We will take a deep dive into the concept of machining allowance and discuss why machinists leave machining allowanc...

